
為什麼要做頂樓防水工程?屋頂漏水原因有哪些? 台灣一年的降雨量是世界平均年降雨量的 2.5 倍,面對如此潮濕的環境,如果屋頂防水工程做得不夠完善,一旦遇到颱風和梅雨鋒面,家中的天花板勢必會開始漏水、長壁癌,長期下來不僅會造成建築養護成本增加,也容易對身體健康造成不良影響。

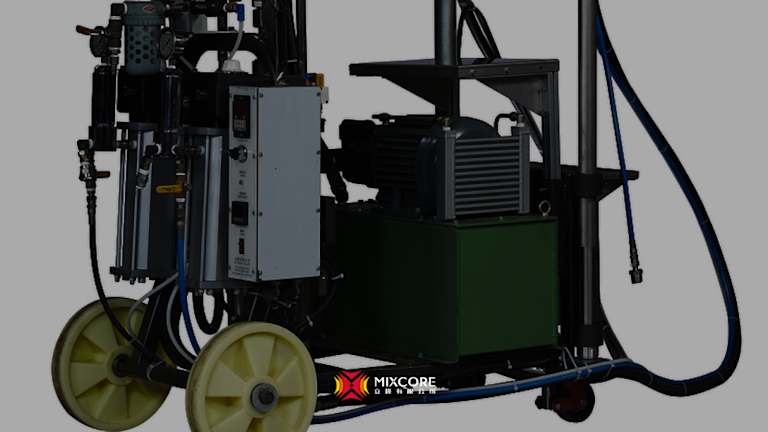
噴塗機是什麼?本文先介紹噴塗機運作的原理,說明有氣噴塗與無氣噴塗的差異,並解析不同噴塗機類型的優缺點及適用行業,最後推薦「立鋒有限公司」,幫助你成功選購最適合的噴塗機。

PU發泡設備怎麼選才不後悔?高壓灌注精度高但投資大,低壓灌注彈性好但需要技術,噴塗機適合現場但不適合量產。本文完整比較立鋒三大產品線,從產能需求到預算考量,給你清晰的選型邏輯。

在現代的製造業中,PU發泡機 扮演著至關重要的角色,尤其在聚氨酯發泡過程中,它提供了穩定的操作和高效的產出。隨著需求的多樣化,選擇合適的PU發泡機不僅能提升生產效率,還能有效控制成本與品質。本文將詳細解析影響PU發泡品質的五大核心技術,幫助您選擇最適合的設備。

屋頂防水工法怎麼選才不吃虧?噴塗發泡一次做兩件事但單價較高,傳統防水毯便宜但隔熱要另外做。本文客觀比較5種工法的優缺點、適用場景與長期成本,附完整對照表,幫你選最適合的方案。

客戶臨時插單,產線調半天趕不出來?這是接急單代工廠的共同痛點。本文拆解低壓灌注系統的雙模式切換實際流程,從更換灌注頭到參數設定到開工,量化每個步驟的時間,並分享3個讓換線速度再提速的現場技巧。

現場噴塗發泡失敗怎麼辦?冷凍庫做完三個月開始滴水、屋頂防水厚度不均被退貨?這是施工團隊的痛。本文拆解7個最常見現場錯誤,從厚度控制到冬季施工參數,提供可立即執行的調校技巧與自我檢查清單。

產品種類多但每種量不大,買多台專用機預算不夠?這是中小型PU發泡工廠的共同痛點。本文拆解低壓灌注系統的雙模式混合技術,說明如何透過更換灌注頭切換不同生產模式,並分享高CP值設備選型3個評估重點,讓一台設備滿足多種需求。