
為什麼要做頂樓防水工程?屋頂漏水原因有哪些? 台灣一年的降雨量是世界平均年降雨量的 2.5 倍,面對如此潮濕的環境,如果屋頂防水工程做得不夠完善,一旦遇到颱風和梅雨鋒面,家中的天花板勢必會開始漏水、長壁癌,長期下來不僅會造成建築養護成本增加,也容易對身體健康造成不良影響。


噴塗機是什麼?本文先介紹噴塗機運作的原理,說明有氣噴塗與無氣噴塗的差異,並解析不同噴塗機類型的優缺點及適用行業,最後推薦「立鋒有限公司」,幫助你成功選購最適合的噴塗機。

在 PU 發泡與灌注產業中,高壓與低壓灌注機的選擇,往往直接影響產品品質、產能效率與後續維護成本。許多工廠在規劃設備時,只看「壓力數值」或「價格差異」,卻忽略了製程穩定性與長期產線配置的重要性。事實上,PU …

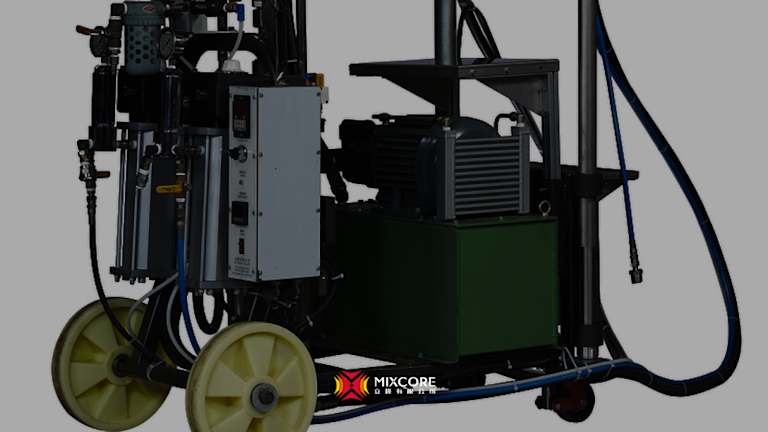
整廠輸送灌注系統介紹:大量生產的關鍵配置 在傳統單機作業模式下,PU灌注設備雖然能完成基本發泡與成型需求,但當產量提高、模具數量增加或產品規格複雜化時,單點式操作容易出現節拍不穩、灌注量誤差或品質波動等問題。整廠輸送灌注系統的核心價值,正是在於將灌注機、原料供應系統、溫控模組與輸送定位設備整合為一條可同步運行的自動化產線,讓生產節奏、原料比例與發泡反應條件達到一致化控制。 完整的整廠輸送灌注系統通常包含原料儲存桶、比例計量泵浦、加熱與溫控裝置、混合頭模組,以及環狀或直線式輸送帶。原料在設定好的比例與壓力下輸出,經由混合頭均勻混合後,依照輸送節拍準確灌入模具。輸送系統負責控制模具移動與定位,使每一模次在固定時間點完成灌注與反應,避免人工誤差影響發泡品質。 在鞋底發泡、庫板夾芯、工業零件包覆或彈性體成型等大量生產場景中,產線節拍控制是關鍵。若灌注時間與模具移動不同步,可能造成料量不足或溢流問題。透過整線PLC控制系統與感測器監測,可即時追蹤壓力、溫度與出料量,確保每一站的反應條件穩定。這種資料化管理模式,也為後續品質追溯與製程優化提供依據。 此外,整廠輸送灌注系統的優勢不僅在效率,更在品質一致性。當原料溫度、比例誤差與反應時間被精準控制時,成品密度、尺寸穩定度與物性表現自然更穩定。對於追求高良率與低廢料率的工廠而言,整線整合比單機升級更具長期價值。 從產能規劃角度來看,導入整廠輸送灌注系統前,需評估產品尺寸、模具數量、每日產量與人力配置。合理的站數設計與產線動線規劃,能讓設備投資發揮最大效益。當生產規模擴大時,也可透過模組化擴充方式增加工作站,提升整體產能,而不必重新建置整條產線。 總結而言,整廠輸送灌注系統不只是設備串接,而是一種以流程整合為核心的製程思維。透過自動化控制、節拍同步與資料監測,可同時兼顧效率與品質,成為現代PU產業邁向智慧製造與穩定大量生產的重要基礎。
整廠輸送灌注系統是現代 PU 發泡與聚氨酯灌注產線中不可或缺的核心架構。當企業從單機操作走向大量生產時,單純提升灌注機功率並不足以解決效率與穩定性的問題,真正影響產能與品質的關鍵,在於整條產線是否具備完整的節拍規劃與流程整合能力。 整廠輸送灌注系統通常包含原料儲存與供料模組、精密計量混合系統、輸送帶節拍控制裝置、模具定位結構以及溫度與壓力監測系統。透過這些設備的協同運作,可以讓每一個產品在固定時間內完成灌注、發泡與初期固化,避免人工搬運或等待時間造成的品質落差。特別是在泡棉製品、鞋材發泡、板材夾芯或結構件製程中,節奏不穩定往往會導致密度不均、尺寸誤差或表面缺陷。 在實務規劃上,整廠輸送灌注系統必須依產品特性進行客製設計。例如產品發泡時間較長時,輸送距離與模具數量必須同步調整;若產品對尺寸精度要求高,則需要搭配更精細的流量控制與比例校正系統。透過中央控制平台整合資料監測,可以即時記錄混合比、壓力、溫度與產能數據,讓管理者清楚掌握生產狀況並進行優化。 此外,自動化整合也有助於降低人為誤差與勞動強度。輸送定位系統能確保灌注頭與模具精準對位,減少偏移造成的溢料與浪費;封閉式原料供應與恆溫控制設計,則能維持原料黏度穩定,避免環境溫差影響發泡反應。 對於追求穩定品質與高產能的製造業者而言,整廠輸送灌注系統不僅是提高效率的工具,更是建立標準化製程與可追溯品質管理的基礎。當產線配置完善,企業才能在面對大量訂單時維持產品一致性,同時兼顧成本控制與長期競爭力。

在冷凍倉儲與工業保溫建築領域中,庫板的品質直接影響整體能源效率與結構穩定性,而其中最核心的關鍵設備,就是庫板 PU 機。透過聚氨酯發泡技術,夾芯板內部形成均勻緻密的保溫層,讓冷凍庫能長時間維持穩定溫度,同時降低能耗成本。因此,在規劃冷凍與保溫產線時,如何選擇合適的庫板 …
在鋼構建築與工業廠房應用中,浪板夾芯結構已成為兼顧強度與保溫性能的重要解決方案,而其中最核心的關鍵技術,便是浪板 PU 機所負責的發泡灌注製程。浪板 …

在鞋材產業中,鞋底發泡製程是影響穿著舒適度與耐用性的核心關鍵。透過 PU 發泡技術,鞋底能在維持結構強度的同時達到輕量化與良好緩衝效果,因此廣泛應用於運動鞋、休閒鞋及工業安全鞋等產品。本文以鞋底發泡製程為主軸,解析 …